

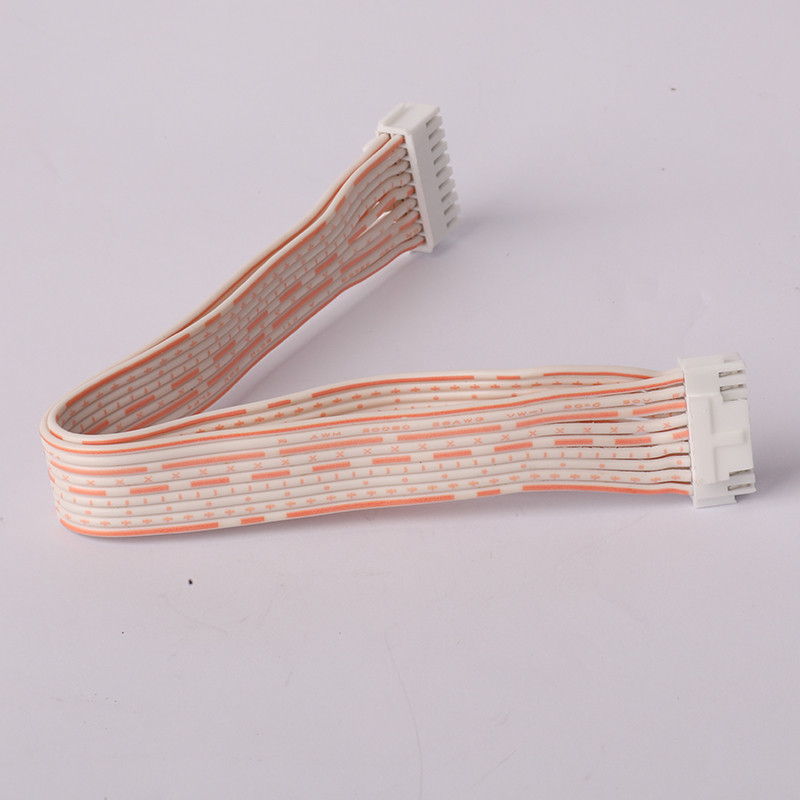



Бакарен проводник S9 L3 Склоп на кабел за темперамент на рударска машина
Барања за изглед
1. Површината на жичаниот колоид треба да биде мазна, рамна, униформа во боја, без механички оштетувања и јасна при печатење
2. Жичаниот колоид не смее да има феномен на недостаток на лепак, кислородна кожа, шарена боја, флеки и сл.
3. Големината на готовиот производ мора да ги исполнува барањата за цртање
Електронски тест
① Отворен/краток/интермитентен 100% тест
② Отпорност на изолација: 20 M (MIN) при DC 300V/0,01s.
③ Проводен отпор: 2,0 Ом (MAX)



Кои се важните фактори кои влијаат на изборот на терминалните жици?
Во моментов, употребата на прекинувачки терминал за напојување во електронските производи стана развојен тренд, а компонентите на терминалот за преклопна моќност полека се шират и можат да носат поголема излезна моќност.Со зголемувањето на волуменот на терминалот, неопходноста од нивната улога во машините и опремата станува се поочигледна и тие играат сè покритична улога во обезбедувањето на карактеристиките на стоката.Следното всушност ги воведува клучните елементи на изборот на опасните терминали за жици.
Прво, излезна моќност решение елементи
Еден од првите фактори што мора да се земе предвид е способноста на компонентата да работи со излезна моќност.Не постои единствена спецификација за дефинирање на излезната моќност и карактеристиките на терминалните стоки.Спецификациите и моделите на терминалните блокови произведени во Европа се IEC стандарди, додека оние произведени во САД се UL стандарди.
Разликата помеѓу двете спецификации е доста голема.Техничките инженери кои не го разбираат методот на тип на производ имаат многу висок ризик да користат компоненти кои не го достигнуваат потребното ниво на излезна моќност или да користат компоненти чии спецификации далеку ги надминуваат барањата за дизајн.Во Европа, тековниот рејтинг на компонентата се одредува според температурата на металниот проводник на кој се открива струјата.Кога температурата на металната игла е повисока од 45℃ од работната температура, точниот персонал за мерење ќе ја користи оваа струја како номинална вредност на напонот (или повисока струја) на компонентата.Друга ставка во спецификациите на IEC е дозволената струја, која е 80% од поголемата струја.Спротивно на тоа, спецификацијата UL го поставува тековниот додаток за компонентата како 90% од струјата кога температурата на металниот проводник е повисока од работната температура од 30℃.Не е тешко да се види дека температурата на дел од електричен спроводник од метални материјали е многу критичен елемент во сите негови примени.
Ова е критично за механичка опрема.Бидејќи механичката опрема генерално мора да биде на температура од 80 ℃ работна средина.Ако терминалната температура е 30℃ или 45℃ повисока од оваа температура, терминалната температура може да надмине 100℃.Во зависност од видот на додатокот и изолациониот материјал избран за избраните компоненти, стоката мора да работи со струја помала од номиналната струја за да може сигурно да се ракува во саканиот температурен опсег.Во некои случаи, суровините погодни за компактни спакувани компоненти нема да можат многу добро да ги земат предвид барањата за отстранување на топлина, така што струјата на таквите терминални компоненти мора да биде значително помала од номиналната струја.





![USB C на етернет адаптер, алуминиумски USB-C во RJ45 LAN мрежен конвертор[компатибилен со Thunderbolt 3], 10/100/1000 Mbps, за MacBook Pro 2019, iPad Pro, XPS, Chromebook, Galaxy S20/S10](https://cdn.globalso.com/komikaya/C092-1.jpg)


